
BLOG
金屬加工是什麼?5大加工方法完整解析,幫你選對製程
金屬加工方法這麼多,到底要選哪種?本文完整說明切削、沖壓、鍛造、雷射切割等5大製程原理與選擇邏輯,並介紹對應設備,讓你少走冤枉路。
工廠接到新訂單、要導入新產品線,或是現有製程良率不穩——第一個浮現的問題往往是:「這個件,要用什麼加工方式做?」
金屬加工的方法不只一種,每種各有其適用的材料、批量規模與精度要求。選錯製程,不只影響品質,還會拖慢交期、墊高成本。
這篇文章從「什麼是金屬加工」出發,完整解析 5 大主流加工方法的原理、特性與適用情境,並介紹對應的設備選擇,讓你在評估製程時有個清楚的起點。
一、什麼是金屬加工?
【金屬加工】(Metal Processing)是指透過各種物理或化學手段,將金屬原料轉化為具有特定形狀、尺寸與性能的零件或結構件的製造過程。
金屬加工廣泛應用於板金製造、航太零組件、汽機車零件、精密機械、建築五金等產業,是整個製造業的根基。
從工廠現場的角度來看,「加工方法」的選擇,直接決定了:
- 這個零件能不能做出來
- 做出來的精度和強度夠不夠
- 以這個批量來生產,成本划不划算
二、金屬加工 5 大主要方法
1. 切削加工(Machining)
切削加工是以刀具從金屬工件上去除多餘材料,使其達到目標形狀與尺寸的製程,涵蓋車削、銑削、鑽孔等操作。現代工廠多以 CNC(電腦數值控制) 機台執行,確保批次間重複精度穩定。
| 特性 | 說明 |
| 精度 | 高,公差可達 ±0.01mm 以內 |
| 適用材料 | 鋼鐵、鋁合金、銅、不銹鋼等大多數金屬 |
| 適合批量 | 小批量至中批量皆適用 |
| 主要缺點 | 去除材料較多,切屑浪費相對高 |
最適合: 需要高精度的機構件、軸件、模具零件,或是需要彈性修改設計的產品開發階段。
2. 雷射切割(Laser Cutting)
雷射切割是以高功率聚焦雷射光束照射金屬板材,使材料在局部熔融或汽化後形成切縫的非接觸式加工方式。由於雷射光束極細(切割孔徑約 0.1~0.5mm),切割精度高、切面平整,且可快速切換圖形,無需額外開模,是現代板金廠最主要的下料製程之一。
| 特性 | 說明 |
| 精度 | 高,誤差可控制在 ±0.05mm 以內 |
| 適用材料 | 碳鋼、不銹鋼、鋁板等主流金屬板材 |
| 適合批量 | 小批量至大批量皆靈活 |
| 主要缺點 | 設備能耗高;超厚板切割速度受限 |
最適合: 異形輪廓零件、快速打樣、板金外殼,以及多樣少量的現代製造需求。與沖壓相比,雷射切割無需開模,換型速度快,在接單彈性上具有明顯優勢。

「 奔騰光纖雷射切割機,適用碳鋼、不銹鋼、鋁板等主流金屬材料 」
銓增精密代理:奔騰雷射切割機系列
我們代理的奔騰雷射系列,針對不同板厚與產能需求,提供多款機型:
| 機型系列 | 特色 | 適合場景 |
| BOLT 閃電系列 | 高速切割、穩定輸出 | 碳鋼、不銹鋼主力生產 |
| SWING 飛越系列 | 大幅面切割 | 大型板材加工 |
| AWING 飛揚系列 | 高功率配置 | 厚板切割需求 |
| BULL 公牛系列 | 重型結構 | 高強度長時間生產 |
需要切管件的工廠,也可參考 奔騰雷射切管機系列,一機搞定板材與管材的切割需求。
3. 板材折彎(Press Brake Bending)
雷射切割完成後,下一步通常是折彎——將平面板材依設計圖面折成立體結構件。傳統液壓折床靠操作員手感調整,重複精度不穩定;現代伺服式折床以電動伺服馬達驅動,折彎精度與重複性大幅提升,同時省去液壓油維護的問題。
| 特性 | 說明 |
| 精度 | 伺服式可達 ±0.01mm 重複定位精度 |
| 適用材料 | 碳鋼板、不銹鋼板、鋁板 |
| 適合批量 | 單件至大批量皆適用 |
| 主要優勢 | 無液壓油汙染、響應快、節能省電 |

「 ES 系列伺服式折床,提供多種噸位選擇,對應不同板厚與工件尺寸需求 」
銓增精密代理:ES 系列伺服式折床
ES 系列伺服折床提供從輕型到重型的完整規格,可依工廠的折彎板厚、工件長度與日產量需求選配:
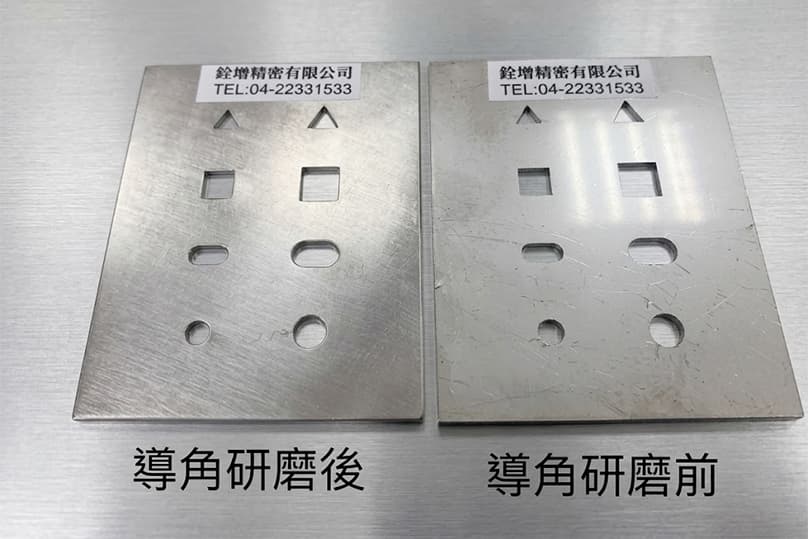
4. 去毛刺與表面研磨(Deburring & Surface Grinding)
雷射切割或沖壓完成後,金屬板材邊緣往往殘留毛刺、熔渣或氧化層。這些問題如果靠人工處理,不只效率低,品質一致性也難以控制。自動化去毛刺研磨設備能在板材通過機台的同時完成倒角、去毛邊、拉絲等製程,大幅縮短後處理工時。
表面研磨則進一步提升工件的平整度與表面粗糙度,為後續表面處理(如陽極氧化、電鍍)提供更好的底材條件。
| 製程 | 目的 | 典型設備 |
| 去毛刺 / 倒角 | 移除切割毛邊、避免割傷、提升組裝精度 | 萊納斯 LSP 系列 |
| 拉絲 / 拋光 | 提升表面質感、降低表面粗糙度 | 萊納斯 LSG 系列 |
| 去熔渣 | 清除雷射切割後殘留熔渣 | 萊納斯 LSB / LSP 系列 |
| 表面平整研磨 | 高精度平面要求 | TWIN / PORTAL / OMNI 系列 |
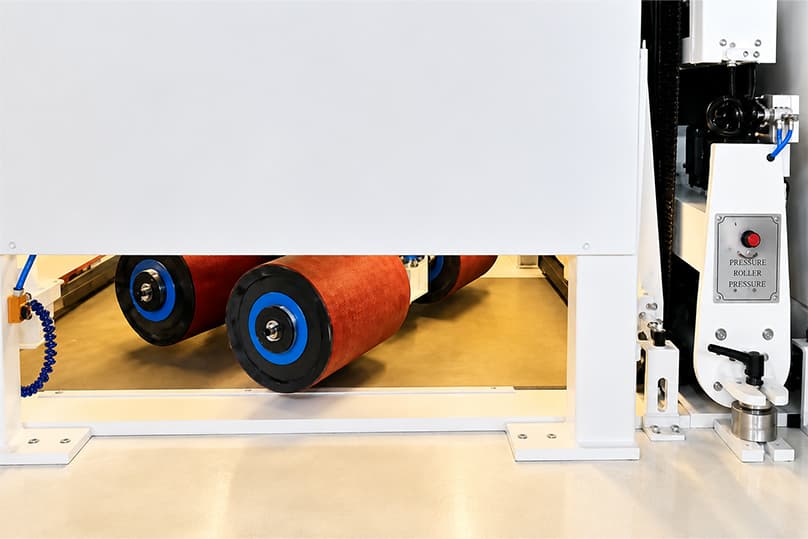
「 萊納斯 LSP/LSG 系列,一次通過完成倒角、去毛邊、拉絲等多道工序 」
銓增精密代理:萊納斯去毛刺 / 研磨設備系列
- LSP 系列—去毛刺 / 倒角設備:自動化處理雷射切割後的毛邊與熔渣,多款機型對應不同板寬需求(800mm / 1000mm / 1350mm / 1600mm)
- LSG 系列—拋光拉絲設備:乾式 / 濕式可選,適合需要高表面質感的不銹鋼與鋁件
- 金屬表面研磨機 TWIN / PORTAL / OMNI:適合成型後,需要研磨表面或焊道處理。
5. 鍛造加工(Forging)
鍛造是透過錘擊或施壓使金屬塑性變形的製程,分為熱鍛(加熱後成形)與冷鍛(室溫下成形)。鍛造後的金屬內部晶粒結構緊密,強度與韌性明顯優於鑄造件,是製造高負載零件的重要選擇。
| 特性 | 說明 |
| 精度 | 較低,通常需後續切削精修 |
| 適用材料 | 鋼、鋁合金、鈦合金等 |
| 適合批量 | 中批量至大批量 |
| 主要缺點 | 設備投資高,複雜形狀受限 |
最適合: 航太結構件、汽車傳動零件、高負載機械零件等對強度要求高的應用。鍛造完成後通常需搭配 CNC 切削精修,才能達到最終尺寸公差。
三、板金加工的完整產線流程
對板金廠來說,一個零件從原料到出貨,通常會經過以下幾個製程節點。了解整個流程,才能判斷哪個環節需要升級或補強:
原料板材
【雷射切割 / 沖壓】─ 下料成形
【去毛刺 / 去熔渣】─ 邊緣處理
【V-CUT 刨溝】─ 折彎前預處理(選用)
【折床折彎】─ 立體成形
【焊接組立】─ 結構接合
【表面研磨 / 拋光】─ 表面品質確認
【表面處理】─ 噴漆 / 電鍍 / 陽極(外包)
成品出貨



「 V-CUT 刨溝機在折彎前於板材背面刨出 V 型溝,使折彎角度更精準、折彎力更小 」
在折彎前,許多工廠會加入 V-CUT 刨溝 製程——在板材背面刨出 V 型溝槽,可降低折彎所需的力量、讓折彎角度更精準,尤其適合不銹鋼或較厚板材的折彎作業。
了解全自動四邊刨槽機

「 16/28 系列焊接工作桌,三維孔洞定位系統,大幅縮短夾具設置時間 」
折彎後的結構件進入焊接組立。一張好的焊接工作桌,能讓師傅快速定位、固定工件,確保焊接位置準確、不因夾具不穩導致變形或尺寸偏差。
了解焊接工作桌系列
四、如何選擇適合的加工方式與設備?
工廠在評估製程時,常犯的錯是「習慣用熟悉的方法」,而不是「選最適合這件產品的方法」。以下是一個實用的選擇框架:
步驟 1:確認設計公差需求
- 公差需求嚴格(±0.02mm 以下)→ 優先考慮 CNC 切削
- 形狀為板材輪廓、公差中等 → 雷射切割
步驟 2:評估生產批量
- 少量多樣、換型頻繁 → 雷射切割 + 伺服折床
- 批量大、形狀固定 → 沖壓成本最低
- 批量中等、強度要求高 → 鍛造 + 精修
步驟 3:確認材料與板厚
- 薄板件(0.5~6mm)→ 雷射切割或沖壓
- 中厚板(6~25mm)→ 大功率雷射切割
- 實心棒料或立體件 → CNC 車銑
步驟 4:規劃後處理製程
- 雷射切割後有毛刺 → 納入去毛刺設備
- 工件需要高表面品質 → 增加研磨 / 拋光製程
- 最終需噴漆或電鍍 → 確認表面粗糙度達到底塗要求
實際評估時,建議請設備廠商先到現場了解你的工件與產能需求,問題在哪裡,答案才會準。
五、金屬加工製程快速比較表
| 加工方式 | 精度 | 適合批量 | 開模需求 | 最大優勢 |
| CNC 切削 | ★★★★★ | 小~中批量 | 無 | 高精度、設計彈性大 |
| 雷射切割 | ★★★★☆ | 小~大批量 | 無 | 靈活、換型快 |
| 折床折彎 | ★★★★☆ | 單件~大批量 | 無 | 立體成形、伺服式精度高 |
| 沖壓 | ★★★☆☆ | 大批量 | 需要 | 速度快、單件成本低 |
| 鍛造 | ★★★☆☆ | 中~大批量 | 需要 | 強度高、結構完整性佳 |
六、常見問題 FAQ
Q:雷射切割和 CNC 切割,哪個比較適合我?
A:工件是板材輪廓、需要複雜圖形或快速換型,選雷射切割;工件是實心料或需要三維加工與高精度孔位,選 CNC 切削。
Q:雷射切割後一定要做去毛刺嗎?
A:取決於下游製程的要求。如果工件後續需要焊接、噴漆或組裝,建議做去毛刺倒角,一方面提升安全性,另一方面能確保後處理品質穩定。
Q:伺服式折床和傳統液壓折床差在哪裡?
A:伺服式折床以電動馬達驅動,重複定位精度更高、響應速度更快,且不需要液壓油,維護成本更低,是現代板金廠的主流選擇。
Q:V-CUT 刨溝一定需要嗎?
A:不是必要,但在折彎不銹鋼、厚板或需要精準折彎角度時,刨溝可以顯著提升折彎品質並減少折彎力需求,對高要求工件來說值得納入製程。
Q:要怎麼評估整條產線需要哪些設備?
A:建議讓設備廠商直接到你的工廠做現場評估,了解你的工件種類、批量規模與目前的製程瓶頸,再給出具體建議。不同工廠狀況差異很大,沒有一套固定答案。
總結
金屬加工的核心問題,從來不是「哪個方法最好」,而是「哪個方法最適合你的產品、批量與品質要求」。
從雷射切割下料、去毛刺後處理、V-CUT 刨溝、折床折彎,到焊接組立與表面研磨,一條完整的板金產線是由多個製程環節串起來的——任何一個環節沒做好,最終品質都會受影響。
如果你正在規劃新產線、評估設備升級,或者現有製程遇到瓶頸,我們可以先到現場了解你的狀況,一起找出最適合的設備組合。
本文適合:板金廠、機械製造廠、汽機車零件廠、航太零件廠的生產技術與採購決策人員閱讀。




